

Sponsored by Momentive Performance Materials
With the onset of ever-shrinking electronic components and systems with
more functionality and power in the automotive industry, the demand for thermal
management materials, such as gap fillers, have rapidly increased over the past
several years. Together,
with the continuing trend of reducing device dimensions, this has led to a dramatic
increase in thermal issues within electronic circuits.
Momentive has been supplying thermal gap fillers to the automotive industry for more than a decade and is continually testing the effectiveness of thermal management materials in automotive applications. Momentive recently conducted a study, based on a major United States OEM test standard, to gauge the ability of its thermal gap fillers to remain where they are applied; as well as to help dissipate heat from electronic components in the high heat and extreme vibration conditions found in automobiles.
SilCool Thermal Gap Fillers vs. Pre-cured Gels
Thermal Gap Fillers vs. Pre-cured Gels
Momentive’s SilCool thermal gap
thermal gap
fillers are thixotropic thermally conductive
silicone materials that are used to dissipate heat from electronic devices. The
soft nature of these materials enables stress relief during thermal cycling and
vibration.
Silicone pre-cured gels are
single-component tacky, highly conformable gels. They are known to provide good
thermal stability and reliable performance. They are generally used for filling
variable gaps between multiple components.
The test
The goal of the test was to evaluate select gap fillers and a pre-cured
gel for their ability to withstand random vibrations at high and low
temperatures.
Preparing the silicone for
testing
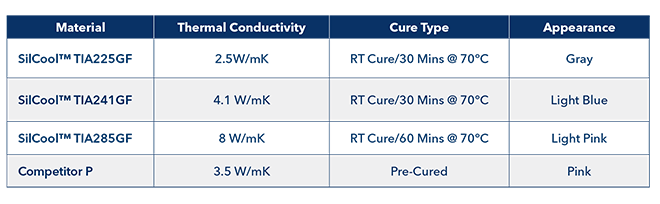
Three different Momentive thermal gap fillers, including SilCool TIA225GF, SilCool
TIA225GF, SilCool TIA241GF and SilCool
TIA241GF and SilCool TIA285GF thermal gap fillers, as well as one pre-cured gel from a competitor were used in this test.
TIA285GF thermal gap fillers, as well as one pre-cured gel from a competitor were used in this test.
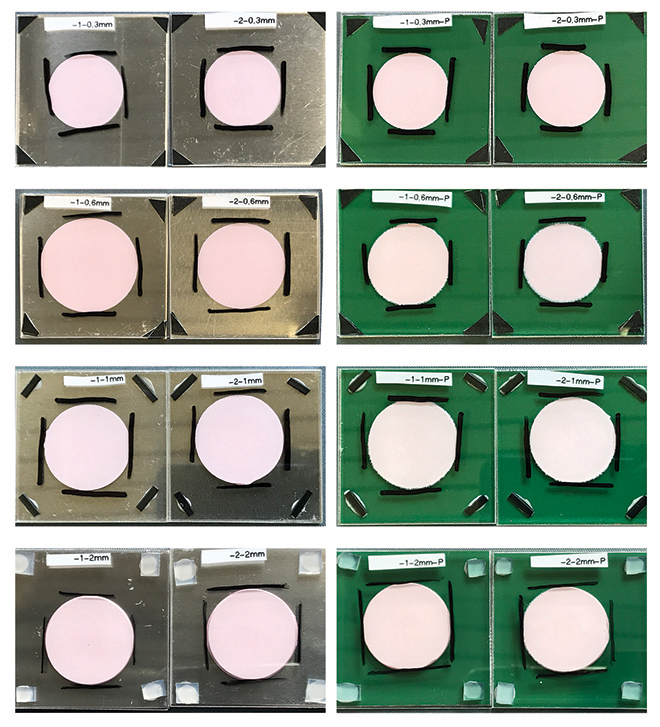
Momentive prepared the liquid dispensed gap fillers by applying different
thicknesses, including 0.3 mm, 0.6 mm, 1 mm and 2 mm, to a mating surface of
either aluminum or PCB and covering them with glass. The materials were then
cured according to their technical data sheets. The competitive, pre-cured gel was
applied to the same substrates and covered with glass following manufacturer
instructions. The position of each sample was then marked on the glass.

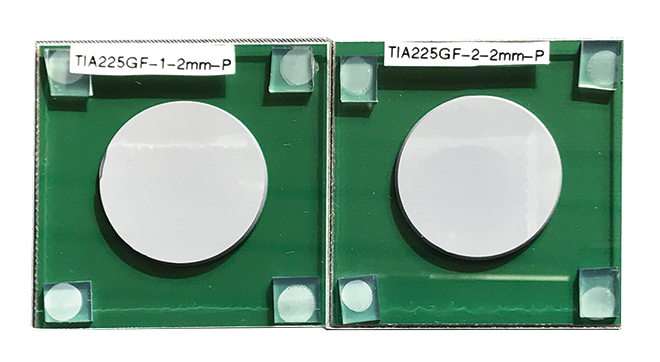
 thermal gap filler product samples before testing
thermal gap filler product samples before testingTest Methods
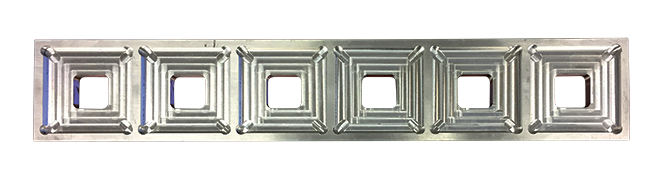
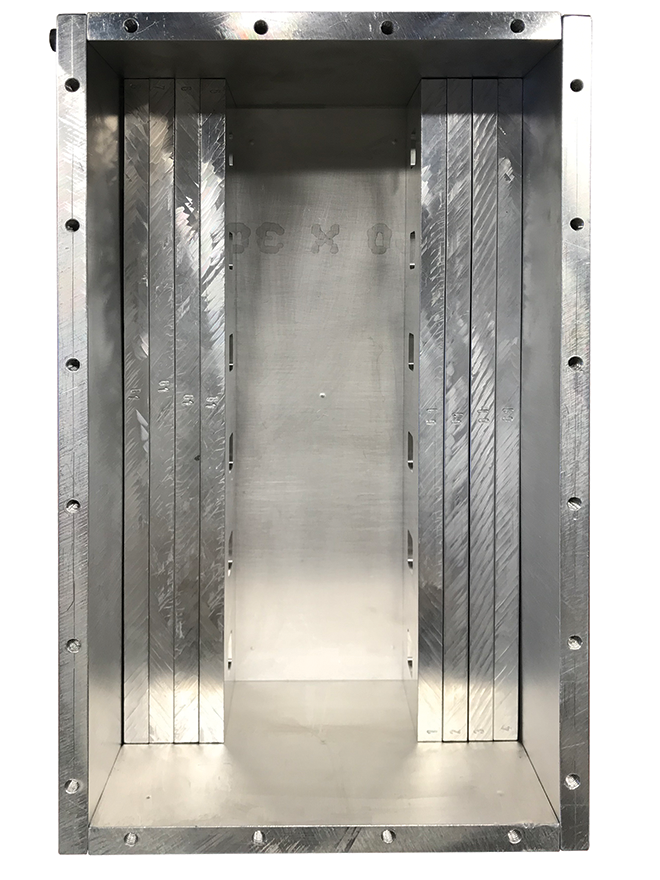
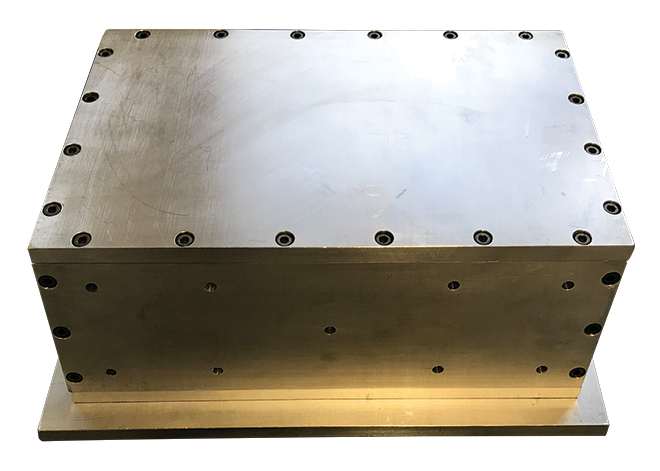
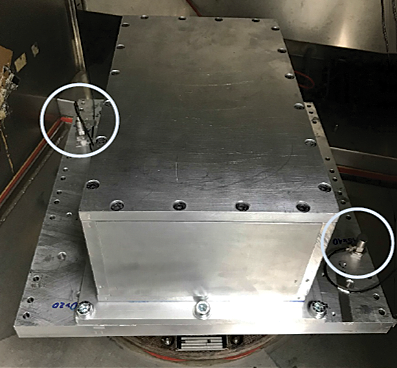
The prepared test samples were stacked and placed into metal frame
holders. The holders were then placed in a vibration unit that provided the
required vibration conditions and thermal cycle profile specified in a major US
OEM manufacturer’s standards.
Vibration testing was performed according to sprung mass conditions (truck)
at 2 g for 36 hours on each axis or 108 hours total. Samples were subjected to prescribed
vibration patterns along the x, y and z axis. Acceleration sensors were used to
measure and record data. Samples were tested in a precisely controlled climatic
chamber. Temperatures were adjusted according to the major US OEM
manufacturer’s standard thermal cycle profile, ranging from -40°C to +90°C. Once
the test was complete, the samples were checked to see if the silicones stayed in
position.
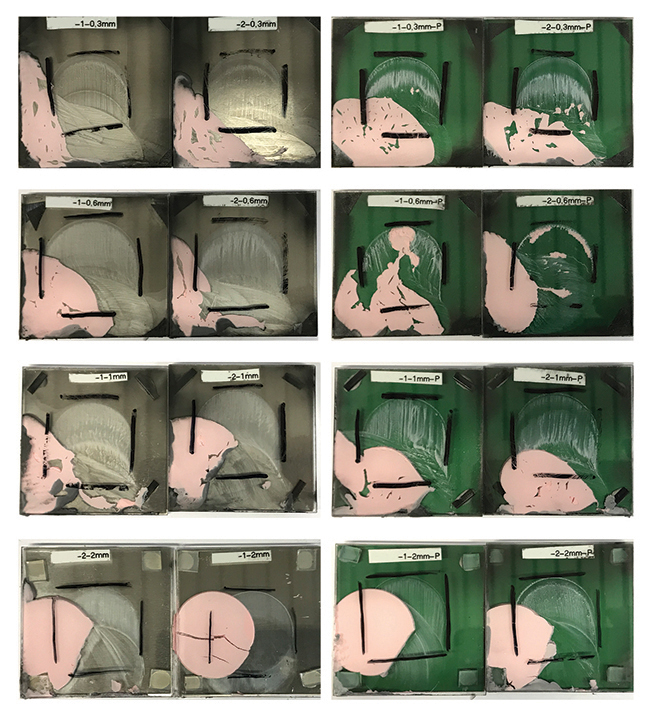
Results of the Study
In this study Momentive’s two-part thermal gap fillers demonstrated a
better ability to meet the OEMs hot vibration standards than the competitive
one-part, pre-cured gel material. The Momentive samples showed no shifting, no
cracking and no slipping, making them an excellent choice for use in automotive
electronic applications.
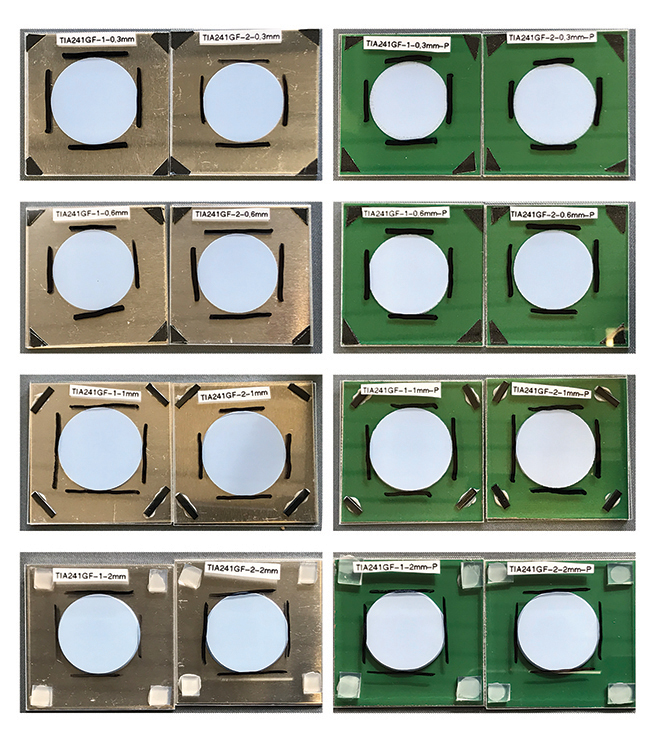
 TIA241GF thermal gap filler before Testing
TIA241GF thermal gap filler before Testing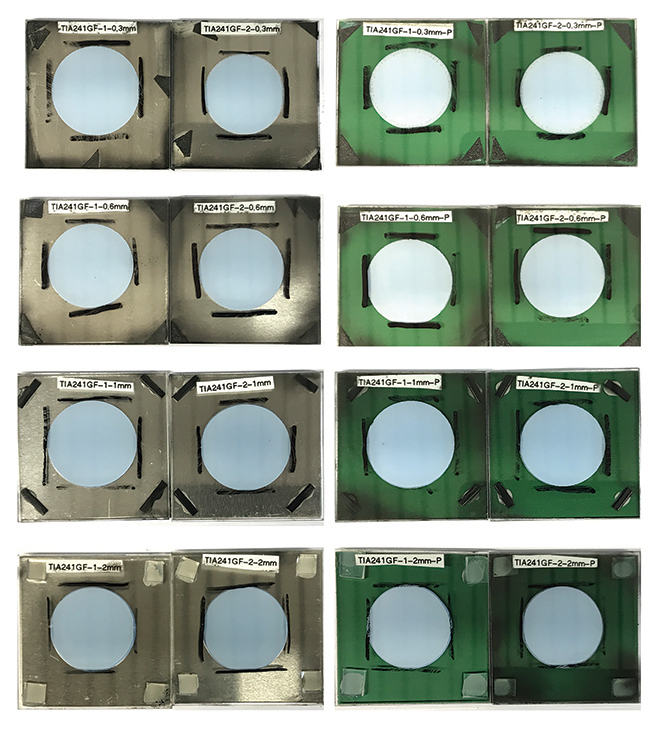
 TIA241GF thermal gap filler after Testing
TIA241GF thermal gap filler after TestingConversely, the competitive material showed significant shifting and
slippage after the hot vibration testing and was therefore not able to
demonstrate its ability to meet this particular standard for use in automotive
applications.
Conclusions
Keeping electronic components cool has become more critical as systems
shrink in size and increase in complexity, making it important that thermal
management materials remain in place to assist in heat removal.
Momentive’s two-part thermal gap fillers have shown the ability to excel at
heat dissipation and to remain where they are applied, even in automotive
applications where high vibration and high heat are often found. Unlike the pre-cured
gel material that was tested, Momentive’s two-part gap fillers were able to demonstrate
the ability to more fully crosslink with the substrate as the silicone cures to
provide much better material anchoring.
Want to learn more?
Contact us today to learn more about Momentive and the various thermal management solutions it has to offer. Our team of highly skilled professionals will work with you to help find the best solution for your automotive application.
SilCool is a trademark of Momentive Performance Materials Inc.
Source: Electric Vehicles Magazine
